在检修空调器中的管路部件时,经常需要使用切管工具对管路中各部件的连接部位、过长的管路或不平整的管口等进行切割,以便实现空调器管路部件的代换、检修或焊接。
7.1切管工具
在检修空调器中的管路部件时,经常需要使用切管工具对管路中各部件的连接部位、过长的管路或不平整的管口等进行切割,以便实现空调器管路部件的代换、检修或焊接。
7.1.1 切管工具的特点
切管工具主要用于空调器制冷管路的切割,也常称其为切管器、割刀。图7-1为两种常见切管工具的.实物外形。可以看到,切管工具主要由刮管刀、滚轮、刀片及进刀旋钮组成。

【提示说明】
由于空调器制冷循环对管路的要求很高,杂质、灰尘和金属碎屑都会造成制冷系统堵塞,因此,对制冷铜管的切割要使用专用的设备,这样才可以保证铜管的切割面平整、光滑,且不会产生金属碎屑掉入管中阻塞制冷循环系统。
空调器制冷剂管路管径不同,可选择不同规格的切管器切割。图7-2为不同规格的切管工具的特点。

7.1.2切管工具的使用
在使用切管工具进行切割操作时,通常分为操作前的调整和准备、实际的切割操作两个步骤。
(1)操作前的调整和准备
在进行实际的管路切割操作前,首先应调整切管工具的初始状态,如调整放管的空间,完成初步的准备工作,如图7-3所示

(2)实际的管路切割操作
将被切割管路的位置调整完成后,则需要对其进行具体的切管操作,在切管过程中,应始终保持切管工具中滚轮与刀片垂直压向管路,一只手捏住管路,另一只手顺时针方向转动切管工具。图为7-4为切管器切割铜管的实际操作方法。

在转动切管工具时,应通过进刀旋钮适当调节进刀的速度,不可以进刀过快、过深,以免崩裂刀刃或造成管路变形。
在切管过程中,直到管路被完全切割断开,即完.成了切管的操作,正常切管完成后管路的切割面应平整无毛刺。切管操作完成如图7-5所示。

7.2 扩管工具
在连接空调器中的管路时,常会遇到同管径的两根管路进行连接的情况, 为了确保连接的保密性, 需要借助扩管工具将待连接的管路的管口进行扩口,以便两根管路能够实现紧密插接后,再进一步焊接或纳子连接。.
7.2.1 扩管工具的特点
扩管工具主要用于对空调器各种管路的管口进行扩口操作。图7-6所示为扩管工具的实物外形,可以看到扩管工具主要包括项压器、顶压支头和夹板。

7.2.2 扩管工具的使用
扩管操作时,根据管路连接方式不同需求,有杯形口和喇叭口两种扩管方式,如图7-7所示。其中,采用焊接方式连接管路口,- -般需扩杯形口,而采用纳子连接方式时,需扩为喇叭口。下面我们分别对这两种扩管的操作方法进行介绍。

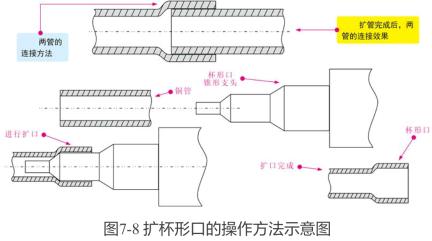
( 1)扩杯形口的操作方法
对管路进行扩杯形口操作时,可参照图7-8所示的示意图进行操作。
进行杯形口的扩管操作时,一般可按照选配组件准备工作和实际操作三个步骤进行。
①选配组件
图7-9为扩管组件的选配原则和方法。

②扩杯形口前的准备工作
图7- 10所示为扩杯形口前的准备工作。
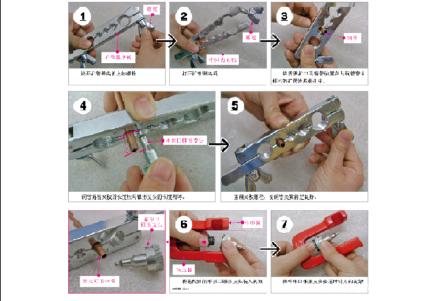 图7-10扩杯形口前的准备工作
图7-10扩杯形口前的准备工作
③扩杯形口的实际操作方法
图7-11为实际的扩口操作步骤和方法。

(2)扩喇叭口的操作方法.
在管路中采用纳子连接时,需要将管路扩成喇叭口。喇叭口的扩管操作与杯形口的扩管操作基本相同只是在选配组件时,应选择扩充喇叭口的锥形头。
使用扩管器将铜管管口扩为喇叭口的方法如图7- 12所示。
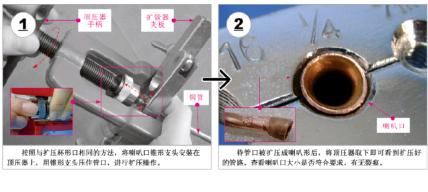
图7-12使用扩管器将铜管管口扩为喇叭口的方法
使用R410a制冷管路专用扩管器的扩管作业如图7-13所示,扩口操作要求铜管管口平整、无毛刺、无翻边现象。

[提示说明]
值得注意的是,不同管径的制冷铜管,扩喇叭口的形状和尺寸不同,如图7-14所示。

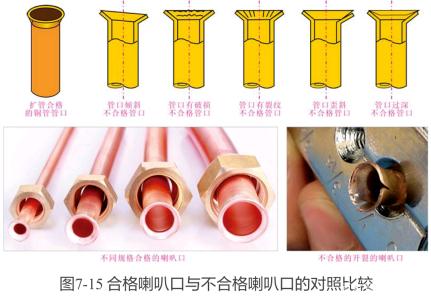
另外,使用扩管器扩喇叭口后,要求扩口与母管同径,不可出现偏心情况,不应产生纵向裂纹,否则需要割掉管口重新扩口,图7-15为其工艺要求和合格喇叭口与不合格喇叭口的对照比较。
7.3 气焊设备
7.3.1 气焊设备的特点
气焊设备是指对空调器的管路系统进行焊接操作的专用设备,它主要是由氧气瓶、燃气瓶、焊枪和连接软管组成的。
图7-16所示为氧气瓶和燃气瓶的实物外形,氧气瓶.上安装有总阀门、输出控制阀和输出压力表;而燃气瓶上安装有控制阀门和输出压力表。

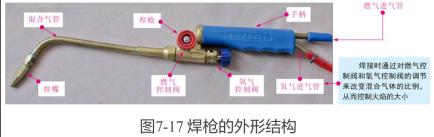
氧气瓶和燃气瓶输出的气体在焊枪中混合,通过点燃的方式在焊嘴处形成高温火焰,对铜管进行加热。
图7-17所示为焊枪的外形结构。
气焊设备的使用方法有严格的规范和操作顺序要求,我们将在后面章节中涉及焊接操作时进行具体详细的介绍,作为-名维修人员必须按照要求进行规范操作。
在使用气焊设备在对空调器的管路和电路进行焊接时,焊料也是必不可少的辅助材料,主要有焊条、焊粉等,其实物外形及适用场合如图7-18所示。

7.3.2 气焊设备的使用
使用气焊设备对变频空调器的制冷管路进行焊接,是空调器维修人员必须具备的一项操作技能。
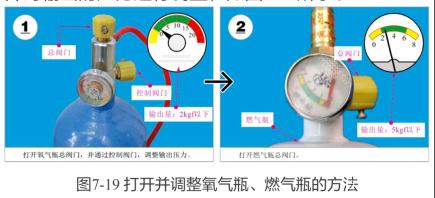
管路焊接时,首先打开氧气瓶、燃气瓶的总阀门,并对输出的压力进行调整,如图7-19所示。
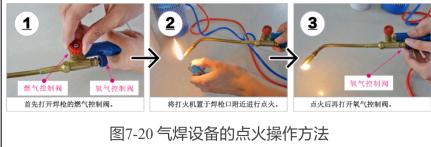
调整好气焊的压力后,接下来应按要求进行气焊设备的点火操作,如图7-20所示,点火时应先开焊枪上的燃气控制阀门, 再打开焊枪上的氧气控制阀门,调整火焰。
[提示说明]
在使用气焊设备的点火顺序为:先分别打开燃气瓶和氧气瓶阀门(无前后顺序,但应确保焊枪.上的控制阀门处于关闭状态),然后打开焊枪.上的燃气控制阀门,接着用打火机迅速点火,最后打开焊枪.上的氧气控制阀门,调整火焰至中性焰。
另外,若气焊设备焊枪枪口有轻微氧化物堵塞,可首先打开焊枪.上的氧气控制阀门,用氧气吹净焊枪枪口,然后将氧气控制阀门调至很小或关闭后,再打开燃气控制阀门,接着点火,最后再打开氧气控制阀门,调至中性焰。
管路焊接前,应将焊枪的火焰调整至最佳的状态,若调整不当,则会造成管路焊接时产生氧化物或无法焊接的现象。
调节焊枪火焰的方法如图7-21所示。

[提示说明]
在调节火焰时,如氧气或燃气开得过大,不易出现中性火焰,反而成为不适合焊接的过氧焰或碳化焰,其中过氧焰温度高,火焰逐渐变成蓝色,焊接时会产生氧化物;而碳化焰的温度较低,无法焊接管路。
图7-22为使用气焊时不同的火焰比较。
 图7-22使用气焊时不同的火焰比较。
图7-22使用气焊时不同的火焰比较。
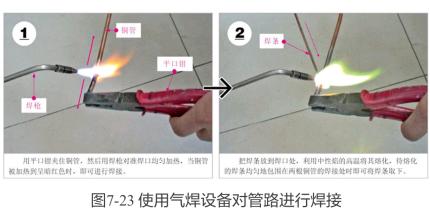
调整好焊枪的火焰后,则需要使用气焊设备对管路进行焊接,在焊接操作时,要确保对焊口处均匀加热,绝对不允许使用焊枪的火焰对管路的某一部件进行长时间加热,否则会使管路烧坏。
使用气焊设备对管路进行焊接的方法如图7-23所示。
焊接完成后,按先关氧气后关燃气的顺序关闭气焊设备,并待管路冷却后,确定焊接是否正常,如图7-24所示。